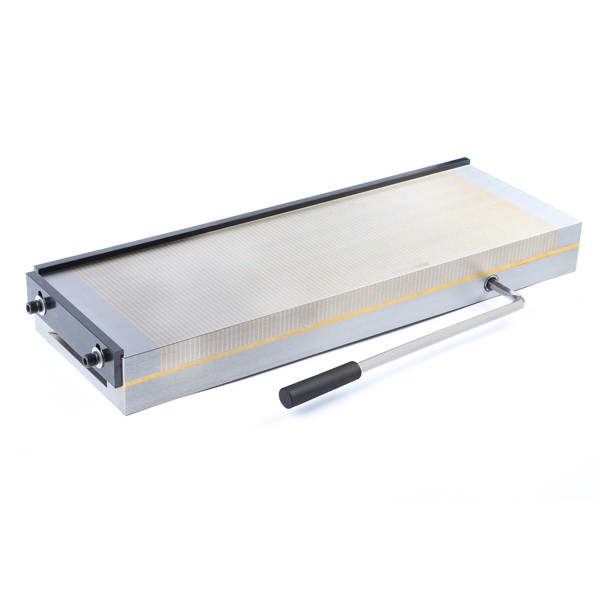
Magnetna vpenjalna glava s finim polom za površinski brusilnik
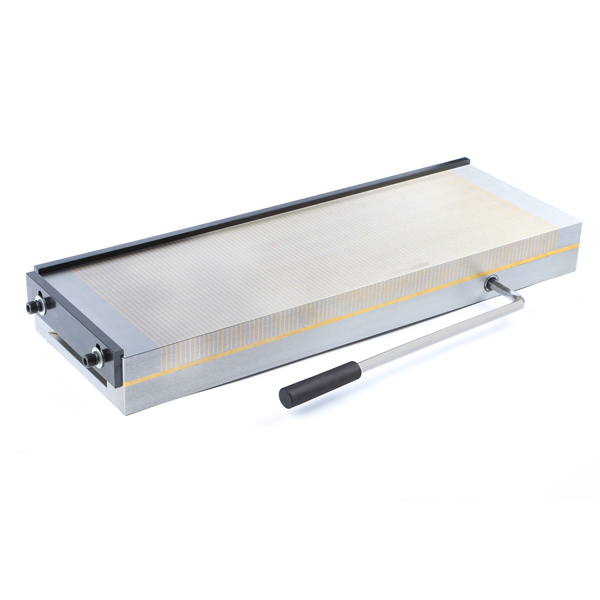
Tool Bees zagotavlja visoko kakovostmagnetna vpenjalna glavaMagnetne vpenjalne glave so izdelane po najvišjih standardih in so na voljo v najpogostejših velikostih iz zaloge, so sodobne naprave, ki nadomeščajo primeže, mehanske spone in vpenjala, ki pospešijo vaše delo pri obdelavi feromagnetnih materialov.
Magnetne vpenjalne glave lahko prihranijo veliko časa z vpenjanjem in odpenjanjem obdelanih komponent, obenem pa omogočajo dostop do obdelovanca s 5 strani, ne da bi poškodovali izdelek. Cilj uporabe magnetnih vpenjalnih klešč za držanje dela je postal priljubljen v proizvodnih obratih po vsem svetu.
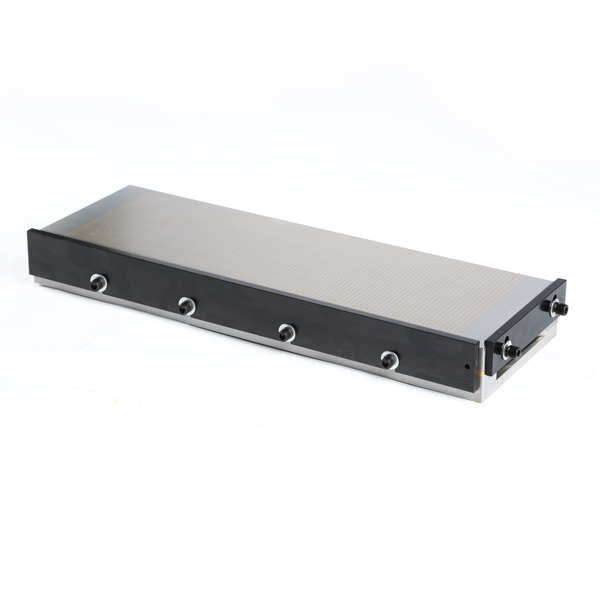
Obdelovanci za strojno obdelavo se tradicionalno držijo na mestu s primeži ali vpenjalnimi napravami, vendar je surovce, ulitek ali kovanje mogoče držati tudi z dovolj oprijema, da omogoča rezkanje, struženje, vrtanje ali brušenje.Magnetne vpenjalne glave so se običajno uporabljale pri površinskem brušenju, zdaj pa se uporabljajo tudi v splošnih strojnih delavnicah.
| Številka naročila. | Dimenzija | Magnetna | Razmik | Teža (KG) | ||
| (MM) | Sila | (ŽELEZO+BAKER) | ||||
| L | B | H | 120N/CM² | 1,5+0,5 ALI 1+3 | ||
| TB-A13-1510 | 150 | 100 | 48 | 4.5 | ||
| TB-A13-2010 | 200 | 100 | 48 | 7.5 | ||
| TB-A13-1515 | 150 | 150 | 48 | 8.5 | ||
| TB-A13-2015 | 200 | 150 | 48 | 11.3 | ||
| TB-A13-3015 | 300 | 150 | 48 | 16.5 | ||
| TB-A13-3515 | 350 | 150 | 48 | 19.8 | ||
| TB-A13-4015 | 400 | 150 | 48 | 22.6 | ||
| TB-A13-4515 | 450 | 150 | 50 | 25.5 | ||
| TB-A13-4020 | 400 | 200 | 50 | 31.5 | ||
| TB-A13-4520 | 450 | 200 | 50 | 35.5 | ||
| TB-A13-5025 | 500 | 250 | 50 | 45 | ||
| TB-A13-6030 | 600 | 300 | 48 | 72 | ||
| TB-A13-7030 | 700 | 300 | 48 | 85 | ||

Prednosti magnetnih vpenjal
Prednosti magnetnih vpenjal so:
Zmanjšanje nastavitve.
Povečanje dostopa do številnih strani obdelovanca.
Poenostavitev držanja dela.
Magnetne vpenjalne glave, enostavne za uporabo
Naše prednosti z dobavo magnetnih vpenjal:
* Magnetne vpenjalne glave z zajamčeno visoko kakovostjo
* Magnetne vpenjalne glave s konkurenčno ceno
Način uporabe
1. priseske je treba pred uporabo očistiti, da preprečite praske, ki vplivajo na natančnost.
2. Postavite obdelovanec na sesalno mizo, nato vstavite ključ v luknjo gredi in ga zavrtite za 1800 na ON v smeri urinega kazalca, nato posesajte obdelovanec za obdelavo.
3. uporabite temperaturo okolice pri -400C–500C.Za preprečitev magnetne redukcije ni potrebno trkanje.
4. če je obdelovanec končan, vstavite ključ v luknjo gredi in ga 1800-krat zavrtite v nasprotni smeri urinega kazalca na "OFF", nato lahko obdelovanec odstranite.
5. obdelavo obdelajte z oljem proti rjavenju, da preprečite korozijo.